





Speak to a Steel Expert

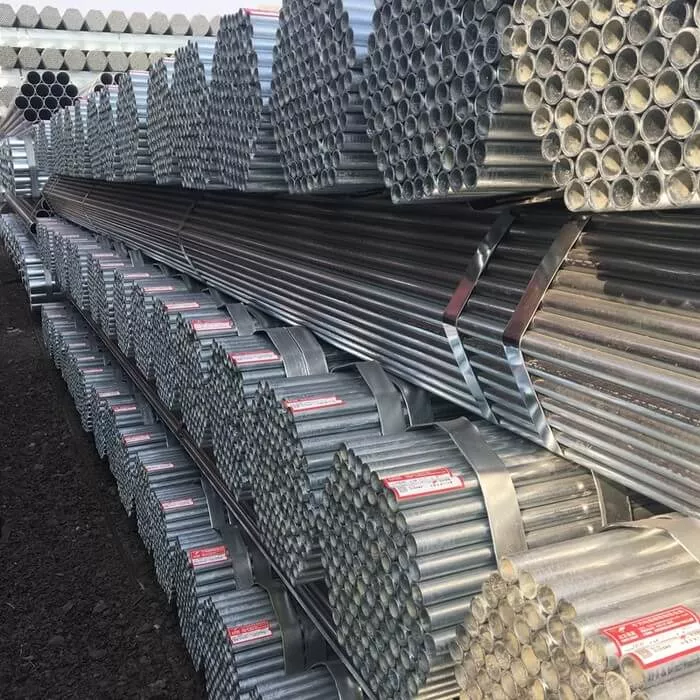
Galvanized Steel Pipe


1 inch galvanized pipe,3 inch galvanized STEEL pipe

2 inch galvanized pipe

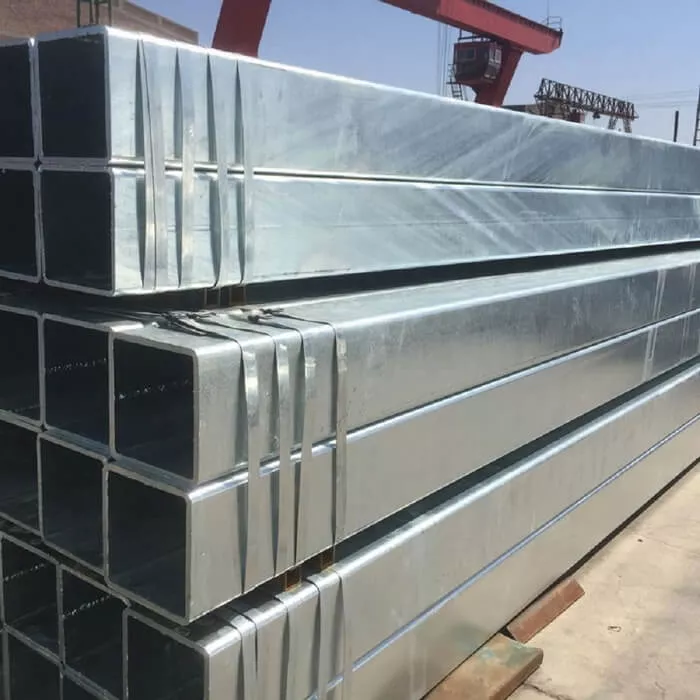
ASTM A36 Gi square steel pipe Tube manufacturer

3" Gi square steel pipe
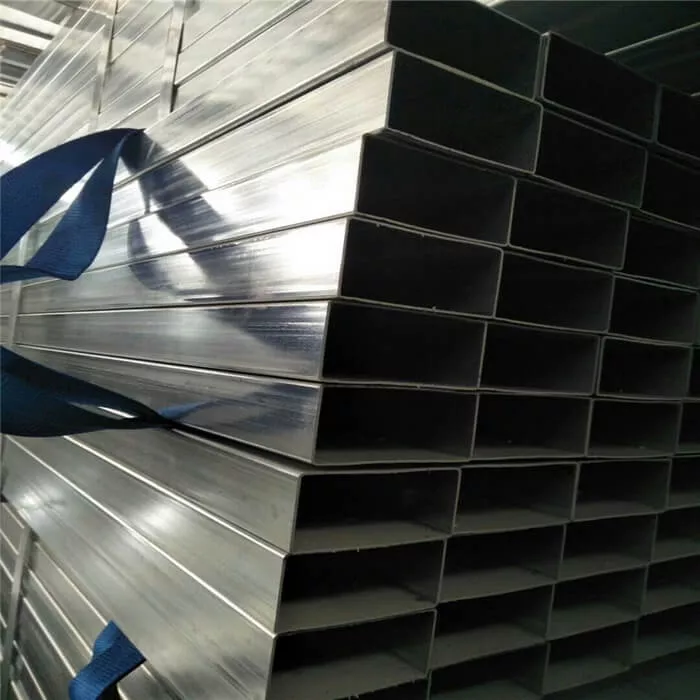
Gi Square Tube Manufacturer

ASTM A53 Square Tube Rectangular Tube

Agricultural galvanized pipe

Hot dip Galvanized square tube

76mm Galvanized Teel Tube
Hot Dip Galvanized Tube manufacturer

Hot Dipped Galvanized Steel Pipe|48.3mm Gi Steel Pipe
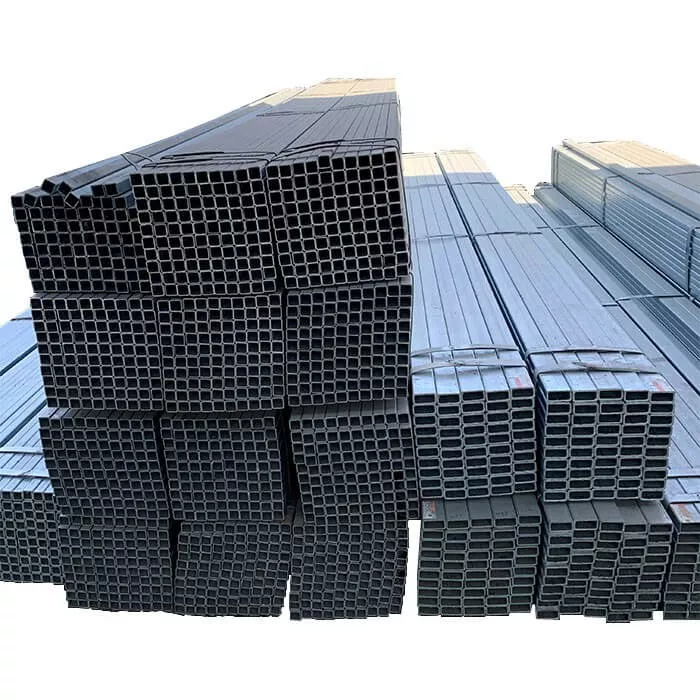
2 square galvanized steel tube

3x3 galvanized square tube

6" galvanized steel pipe
Perforated square tube


Hi! I want to help you! What type of support do you need?












 Liaocheng Economic and Technological Development Zone, Shandong Province, China
Liaocheng Economic and Technological Development Zone, Shandong Province, China
 :
:  : +86-15954941919
: +86-15954941919






 English
English






 home
home










